Overview
Our Principal provides engineered solutions for the electric vehicle battery market, focusing on the complex processes required for lithium-ion cell production. The company specializes in air pollution control, fluid handling, and energy recovery systems that protect both the environment and plant personnel.
The rapid expansion of the EV battery industry has created a critical need for integrated systems capable of managing hazardous emissions and volatile organic compounds. Manufacturers require robust technologies to ensure regulatory compliance while maintaining high-capacity output across global facilities.
Challenges
Battery production facilities face rigorous operational hurdles when handling volatile materials and corrosive chemical streams:
- Managing large volumes of hazardous Volatile Organic Compounds (VOCs) during electrode coating.
- Controlling corrosive acid mists and toxic gases generated during slurry preparation.
- Preventing the release of fine particulate matter and dust during material handling.
- Treating highly contaminated wastewater to meet zero liquid discharge requirements.
- Mitigating risks of fire and explosion associated with flammable solvent vapors.
- Reducing high energy consumption associated with industrial-scale thermal oxidation.
- Protecting sensitive equipment from chemical corrosion and abrasive slurries.
- Maintaining 24/7 operational uptime in high-demand manufacturing environments.
Failure to address these issues leads to significant environmental risks, regulatory penalties, and increased operational costs.
Solutions
The implementation of an integrated suite of thermal oxidizers, high-efficiency scrubbers, dust collectors and specialized fluid handling pumps ensures comprehensive facility protection.
Key elements of the solution included:
- Regenerative Thermal Oxidizers (RTO) for 99.9% destruction of VOC emissions.
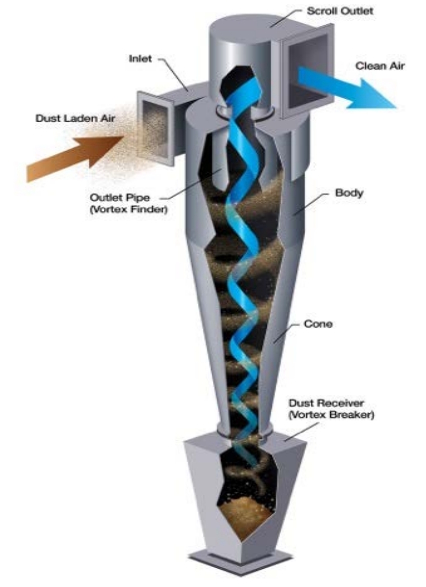
- Wet scrubbers and cyclones for the removal of acid mists and particulates.
- Corrosion-resistant thermoplastic pumps for aggressive chemical transfer.
- Solvent recovery systems designed to capture and reuse expensive NMP solvents.
- Zero Liquid Discharge (ZLD) systems for complete wastewater reclamation.
- Energy recovery heat exchangers to reduce overall plant fuel consumption.
- Custom-engineered ductwork and dampers for precise airflow management.
All systems are engineered and tested to meet or exceed international environmental safety standards.
Results
The integration of specialized environmental controls delivered immediate improvements to safety and resource efficiency:
- Achieved near-total elimination of volatile organic compound emissions.
- Recovered valuable solvents for reuse in the production cycle.
- Reduced water consumption through advanced treatment and recirculation.
- Minimized energy overhead via high-efficiency thermal energy recovery.
- Enhanced worker safety by effectively capturing toxic fumes at the source.
- Eliminated downtime caused by pump failure in corrosive slurry applications.
- Simplified regulatory reporting through documented emission compliance.
- Extended the service life of critical production equipment.
These advancements allow manufacturers to scale production sustainably while maintaining a lower environmental footprint.
To view the full case study, please fill out the form below.