
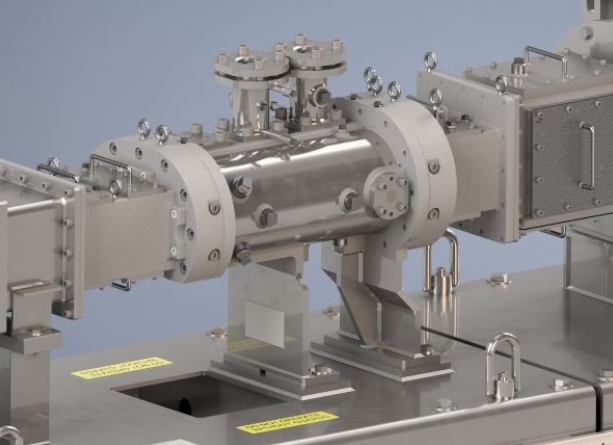
CONTINUOUS HYBRID REACTOR IMPROVES REACTION EFFICIENCY AND PROCESS CONTROL
Continuous hybrid reactors improve chemical reaction efficiency, enabling polymerization, drying, and solvent removal with high heat transfer and reduced footprint.
Continuous hybrid reactors improve chemical reaction efficiency, enabling polymerization, drying, and solvent removal with high heat transfer and reduced footprint.
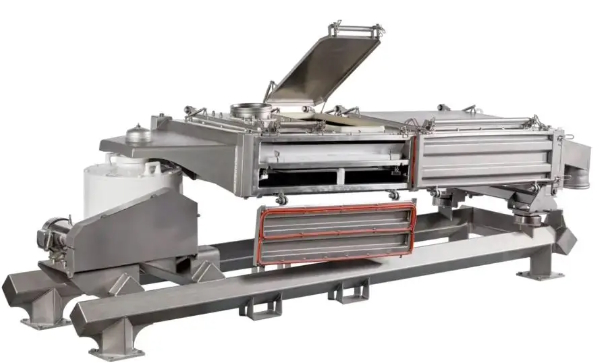
Screening systems for pet food processing remove fines and oversize material, improving product quality, protecting equipment, and maintaining high-capacity production with gentle handling.

Continuous processing removes moisture from fermentation byproducts to produce stable powdered extracts, enabling controlled drying and material preservation.

Seed cleaning and sizing systems separate fines and splits from grains using gyratory screening, improving product quality, increasing throughput, and reducing operating costs.

Selecting dry material feeders depends on accuracy, material properties, and process control, impacting performance, cost, and reliability in bulk handling systems.

Sugar screening systems improve product uniformity and recovery by separating grades efficiently, increasing yield, and reducing downtime in high-capacity processing operations.

Mist elimination systems capture submicron liquid droplets from process gas streams, supporting emission control and protecting downstream equipment.
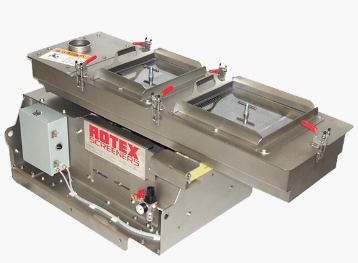
Plastic pellet screening systems remove fines and elongated particles, improving product quality, increasing recovery, and supporting efficient compounding operations.

Dust collector replacement after kiln explosion restores lime production with rapid fabrication, improved access design, and minimized downtime.

Continuous processing removes solvent from SBR slurry under vacuum, reducing volatiles and improving product quality while minimizing fouling and energy consumption.

Inconsistent urea flow to melter causes buildup and downtime until live bottom bin and screw feeder deliver precise, continuous feed rates.

Spiral conveyors elevate bulk materials vertically while enabling cooling, drying, or heating, improving plant layout efficiency and reducing equipment footprint.

Continuous processing combines sugar, caramel, flavorings, and fats into a uniform caramel sheet, supporting high throughput and consistent product characteristics.
Inaccurate hydrated lime feeding disrupts pH control in water treatment until volumetric screw feeder and mixing system deliver consistent flow and ±2% accuracy.

Continuous high‑shear mixing produced homogeneous lithium battery paste without carbon black agglomerates and reduced processing time significantly.

Oxidizer energy recovery strategies reduce fuel consumption and operating costs by optimizing heat recovery, VOC loading, and combustion efficiency over time.

Continuous processing combines reactive liquid ingredients into transdermal patch adhesives, supporting controlled residence time, rapid discharge, and consistent product quality.

Wet scrubbers remove hazardous gases and particulate by contacting contaminated air with liquid, enabling high removal efficiency for soluble pollutants and industrial emissions.

Indirect steam tube bundle dryer improves drying efficiency, reduces emissions, and enables high-capacity evaporation with energy recovery up to 90%.

Bulk bag unloading systems provide safe, dust-free discharge of dry materials, improving handling efficiency, flow control, and integration with downstream processing equipment.

Industrial ductwork systems enable precise transport of air, dust, and fumes, supporting efficient emission control and regulatory compliance in processing facilities.