Overview
Grain and seed processing operations require accurate separation of whole seeds, splits, and foreign material to meet quality specifications across agricultural and food applications. Screening systems play a critical role in ensuring consistent product quality while maintaining high throughput.
Traditional screening technologies may limit capacity, increase damage to product, or require frequent maintenance. The application required an efficient, high-capacity screening solution capable of delivering precise separation in a compact footprint.
Challenges
Seed cleaning and sizing operations presented several challenges:
- Achieving precise separation between whole seeds and splits
- Maintaining high throughput for large-scale grain processing
- Preventing product damage during screening operations
- Reducing screen blinding and maintaining consistent performance
- Managing lightweight materials such as hulls and dust
- Minimizing downtime during screen changes and maintenance
- Optimizing equipment footprint within processing facilities
These combined challenges impacted product quality, operational efficiency, and maintenance costs.
Solutions
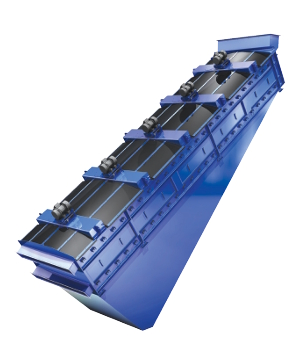
A gyratory screening system was implemented to provide high-capacity, accurate seed cleaning and sizing performance.
Key elements of the solution included:
- Gyratory reciprocating motion to increase contact between material and screen surface
- Multi-deck screening design for precise sizing and separation
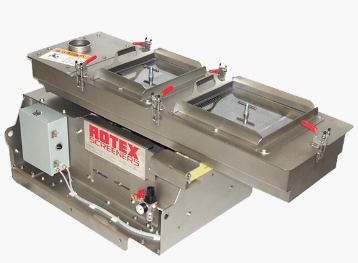
- Tool-less access for rapid screen changes and reduced downtime
- Integrated aspiration system to remove lightweight materials after screening
- Anti-blinding features using ball deck cleaning systems
- Flexible configuration for handling multiple seed types and sizes
- Compact machine design to reduce required floor space
The system was validated through extensive material testing and proven installations across grain processing applications.
Results
Implementation of the seed cleaning system delivered measurable improvements:
- Improved product quality through accurate separation of splits and whole seeds
- Increased throughput with higher screen capacity compared to vibrating systems
- Reduced product damage due to gentle screening motion
- Lower maintenance requirements with anti-blinding design features
- Reduced downtime with fast, tool-less screen changes
- Improved efficiency in handling lightweight contaminants through aspiration
- Optimized plant performance with compact equipment footprint
Overall, the solution enhanced grain processing efficiency while improving product quality and reducing operational costs.
RELATED SOLUTIONS
- Industrial screening systems for soybean and bulk solids processing
- Dust collection and aspiration systems for removal of fines and lightweight materials
- Bucket elevator and conveying systems for handling grains through multiple process stages
To view the full case study, please fill out the form below.