Overview
Sugar processing requires precise screening to achieve consistent product sizing across multiple grades while maximizing recovery and throughput. Screening systems are essential for separating coarse, intermediate, and fine sugar products to meet stringent specifications.
Producers must balance high production volumes with tight quality standards, requiring equipment that delivers both accuracy and reliability in continuous operation.
Challenges
Sugar screening operations present several challenges:
- Maintaining consistent product sizing across multiple grades
- Maximizing recovery of saleable product
- Handling sticky materials prone to screen blinding
- Achieving high throughput in continuous processing environments
- Minimizing downtime during screen changes and maintenance
- Maintaining performance under upset or variable process conditions
- Meeting strict product quality and grading specifications
These challenges directly impact yield, product quality, and overall operational efficiency.
Solutions
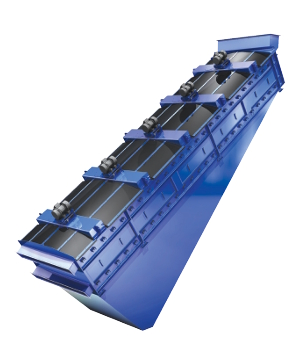
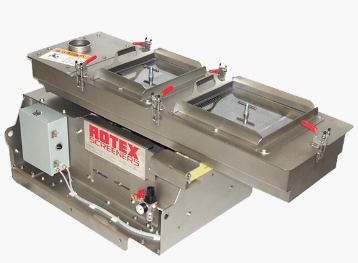
Gyratory screening systems were implemented to provide accurate grading and maximize product recovery in sugar processing.
Key elements of the solution included:
- Multi-deck screening systems to produce multiple product grades in a single machine
- Gyratory-reciprocating motion to enhance material stratification and separation
- Anti-blinding ball deck cleaning systems for sticky and variable materials
- High-capacity operation supporting throughput up to 500 tons per hour
- Rugged construction for continuous 24/7 operation
- Fast screen change capability to support production campaigns
- Compact footprint to reduce plant space and capital costs
The system design was based on extensive industry experience and validated across global sugar processing installations.
Results
Implementation of sugar screening systems delivered measurable improvements:
- Improved product quality with consistent grading across specifications
- Increased recovery of saleable product due to high screening efficiency
- Higher throughput with high-capacity screening systems
- Reduced downtime through anti-blinding and fast maintenance features
- Increased operational reliability in continuous processing environments
- Improved plant efficiency through compact equipment design
- Enhanced yield and profitability through optimized separation performance
Overall, the solution improved product quality while maximizing throughput and recovery in sugar processing applications.
RELATED SOLUTIONS
- Industrial screening systems for soybean and bulk solids processing
- Recycling screening systems for separation of mixed materials
- Bucket elevator and conveying systems for handling materials through processing lines
To view the full case study, please fill out the form below.