Overview
Salt processing operations require accurate separation of material into multiple product grades, ranging from coarse deicing salt to fine food-grade products. Screening systems are essential to achieving consistent particle size distribution while maximizing product recovery.
Producers must process materials with wide particle size variation while maintaining high capacity and reliable operation. The application required a screening solution capable of delivering precise separation across multiple product grades in a continuous process.
Challenges
Salt screening operations present several processing challenges:
- Separating wide particle size distributions into multiple product grades
- Maintaining consistent product quality across specifications
- Maximizing recovery of valuable product material
- Handling corrosive and abrasive material conditions
- Preventing screen blinding and maintaining performance
- Supporting high-capacity production requirements
- Ensuring long-term reliability in continuous operation
These challenges directly impact yield, product quality, and overall processing efficiency.
Solutions
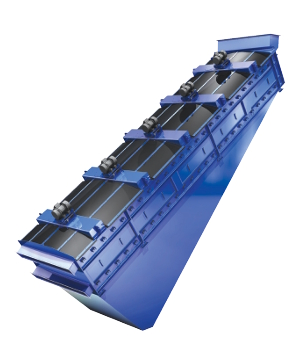
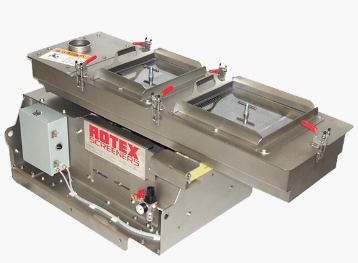
Gyratory screening systems were implemented to provide accurate grading and efficient separation in salt processing applications.
Key elements of the solution included:
- Multi-deck screening configurations to produce multiple product grades in a single machine
- Gyratory-reciprocating motion to enhance stratification and separation efficiency
- Anti-blinding ball deck cleaning systems for consistent uptime
- High-capacity design supporting throughput up to 250 tons per hour
- Corrosion-resistant and abrasion-resistant construction for harsh environments
- Compact footprint to minimize plant space requirements
- Rugged design for continuous 24/7 operation
The system design was validated through extensive industry experience and long-term installations across salt processing facilities.
Results
Implementation of salt screening systems delivered measurable improvements:
- Improved product consistency across multiple salt grades
- Increased recovery of saleable product from process streams
- Higher throughput with high-capacity screening systems
- Reduced downtime through anti-blinding and durable construction
- Enhanced equipment longevity in corrosive environments
- Improved overall plant efficiency and productivity
- Reliable continuous operation with minimal maintenance
Overall, the solution enhanced product quality while increasing yield and operational efficiency in salt processing applications.
RELATED SOLUTIONS
- Sugar screening systems for precise grading of fine and granular products
- Industrial screening systems for soybean and bulk solids processing
- Recycling screening systems for separation of mixed and granular materials
To view the full case study, please fill out the form below.