Overview
Soybean and oilseed processing operations require precise separation of fines, hulls, and product fractions throughout multiple stages of production. Screening equipment plays a critical role in maintaining product quality and protecting downstream equipment.
From receiving through meal processing, high-capacity screening systems must deliver accurate separations while handling large throughput volumes. The application required reliable screening solutions capable of improving efficiency while reducing operational costs
Challenges
Screening in soybean processing presents several operational challenges:
- High throughput requirements at receiving and throughout processing
- Need for precise separation of fines, hulls, and product fractions
- Preventing fines from restricting airflow in storage systems
- Minimizing wear on downstream equipment such as cracking mills
- Managing dust and fiber release during processing
- Maintaining product size consistency in final meal
- Avoiding product loss and over-grinding during screening
These combined challenges impact product quality, equipment performance, and overall operating efficiency.
Solutions
High-capacity screening systems were implemented using gyratory motion to achieve accurate and efficient material separation.
Key elements of the solution included:
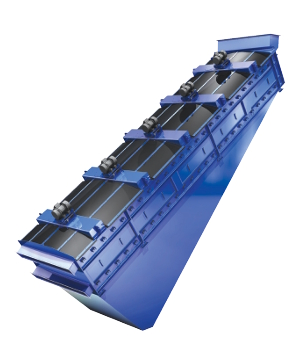
- Use of MEGATEX screeners for high-volume receiving cleaning up to 1,000 TPH
- Gyratory screening motion enabling efficient separation without remixing material
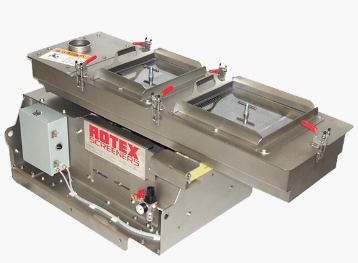
- Multi-deck ROTEX screeners for controlled sizing and fraction separation
- Integration with aspiration systems for removal of light materials and hulls
- Screening prior to cracking and processing to reduce equipment wear
- Precise separation in dehulling and hull sifting stages
- Final meal screening to control particle size and reduce load on grinders
The screening process was optimized across multiple stages of soybean processing to ensure consistent performance and product quality.
Results
Implementation of advanced screening systems delivered measurable improvements:
- Increased processing capacity with high-throughput screening systems
- Improved product quality through accurate separation of materials
- Reduced wear on downstream processing equipment
- Lower energy consumption due to reduced grinding requirements
- Improved airflow in storage systems with effective fines removal
- Reduced product loss and minimized over-processing
- Reliable operation with minimal maintenance and downtime
Overall, the screening solution enhanced processing efficiency, improved product quality, and reduced operational costs in soybean processing applications.
RELATED SOLUTIONS
- Bucket elevator systems for efficient vertical handling of bulk grains and oilseeds
- Screw feeder and live bottom systems for controlled material flow into processing equipment
- Dust collection and reclaim systems for managing fines and maintaining plant cleanliness
To view the full case study, please fill out the form below.