Overview
Recycling operations require efficient separation of materials such as plastics, glass, metals, biomass, and industrial waste streams. Screening systems play a critical role in recovering reusable material while minimizing waste and maximizing yield.
As recycling volumes increase and material value remains variable, processors require high-efficiency systems that deliver consistent separation performance while minimizing operating costs and downtime.
Challenges
Recycling and material recovery processes present several challenges:
- Separating mixed waste streams into recoverable material fractions
- Achieving high recovery efficiency on low-value materials
- Handling variable particle sizes and inconsistent feed composition
- Preventing material hang-ups or blinding during screening
- Managing dust generation and explosion risk in certain applications
- Maintaining uptime in high-volume, continuous operations
- Minimizing energy consumption and labor requirements
These challenges directly impact profitability, throughput, and overall plant performance.
Solutions
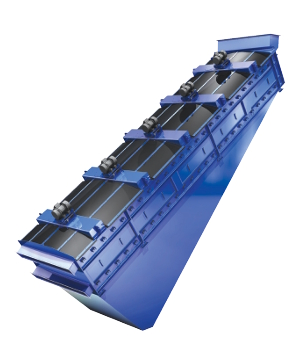
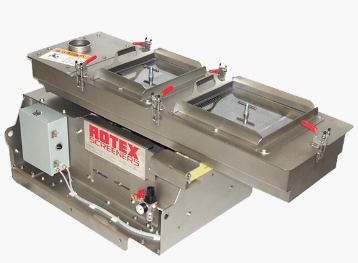
Gyratory screening systems were implemented to improve separation efficiency and maximize recovery of recyclable materials.
Key elements of the solution included:
- Gyratory motion enabling accurate separation across a wide particle size range
- High-capacity screening for large-volume recycling applications
- Specialized screening surfaces (including taper finger designs) to prevent material hang-up
- Rugged construction for long-term durability in harsh environments
- Ergonomic design with fast screen access to reduce downtime
- Low energy consumption compared to alternative screening technologies
- Flexible configurations for processing materials such as glass, plastics, rubber, and biomass
The system was validated across a wide range of recycling applications, delivering high efficiency and reliable performance.
Results
Implementation of recycling screening systems delivered measurable benefits:
- Increased recovery of reusable materials from waste streams
- Improved separation efficiency with high accuracy across particle sizes
- Reduced downtime with ergonomic and low-maintenance design
- Lower operating costs through reduced energy and labor requirements
- Enhanced safety with dust reduction and controlled material flow
- Reliable performance in high-volume recycling environments
- Improved profitability through higher material yield
Overall, the solution enhanced recycling efficiency while increasing recovery rates and reducing operational costs.
RELATED SOLUTIONS
- Industrial screening systems for soybean and bulk solids processing
- Seed cleaning and sizing systems for agricultural products
- Dust collection systems for removal of fines and control of airborne particles
To view the full case study, please fill out the form below.